LDAR is the process by which oil and gas, chemical, and/or petrochemical equipment is monitored for the location and volume of unintended leaks. LDAR requires manufacturing organizations to account for VOCs (Volatile organic compounds) they emit into the atmosphere.
Why are leaks regulated?
VOCs is a important precursor substance that cause ozone, photochemical smog and haze pollution. Some VOCs are toxic, carcinogenic, which can harm human health.
EPA estimates that, in the US, approximately 70,367 tons per year of VOCs and 9,357 tons per year of HAPs (hazardous air pollutants) are emitted from equipment leaks – with valves, pumps, flanges, and connectors being the largest source of fugitive emissions.

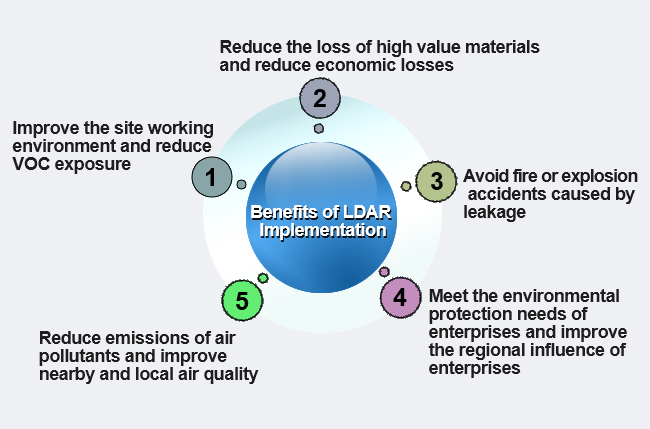
Benefits of LDAR implementation
Taking Petroleum and chemical companies as an example, most leaks are VOCs and HAPs. Through testing:
> Reduce costs, eliminate potential fines.
> Contribute significantly to worker safety.
> Reduce VOCs emissions and protect the environment.
What’s the procedure of LDAR?
LDAR implementing program may vray depending on each company or country. Whatever the circumstances are, LDAR programs have five elements in common.
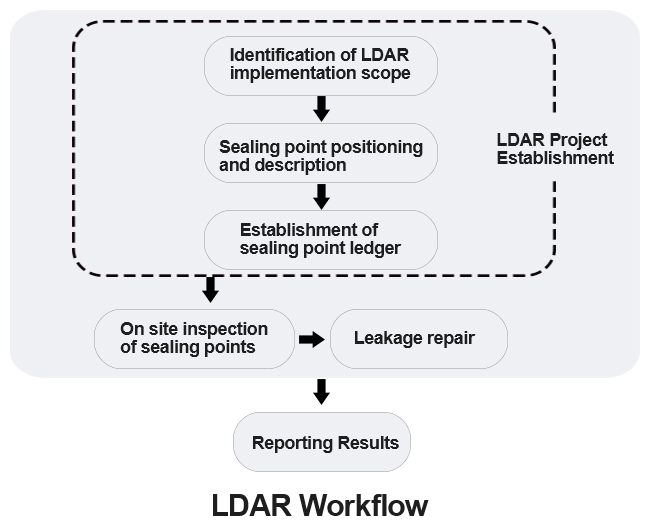
Each component under the program is identified and assigned an ID. Its corresponding physical location is verified as well. As a best practice, components can be tracked using a barcoding system to be more accurately integrated with the CMMS.
The parameters that define a leak should be clearly understood by relevant personnel. Definitions and thresholds must be well documented and communicated across the teams.
Each identified component should be routinely monitored for signs of leaks. The frequency of checking, also called the monitoring interval, should be set accordingly.
Leaking components should be repaired within a set amount of time. The first repair attempt is ideally done within 5 days after the leak is detected. For delayed repair work due to any planned downtime, a documented explanation should be provided.
All tasks and activities that are performed and scheduled are recorded. Updating the activity status on the CMMS helps to keep track.
What are the common sources of leaks?
Leaks from pumps are usually found around the seal – the part that connects the pump to a shaft.
Valves control the passage of fluids. Leaks typically occur at the stem of the valve. This can happen when a sealing element, such as an o-ring, becomes damaged or compromised.
Connectors refer to the joints between pipes and other equipment. These components include flanges and fittings. Fasteners like bolts usually join the parts together. A gasket goes in between components to avoid leaks. These components wear out over time, which in turn leads to a higher risk of leaking.
Compressors increase the pressure of fluids, typically gases. Various plant processes require high pressures for movement or pneumatic applications. As with pumps, leaks from compressors usually occur at the seals.
Pressure relief devices, such as relief valves, are special safety equipment that prevent pressure levels from exceeding limits. These devices need special attention due to the safety-related nature of their application.
Open-ended lines, as the name suggests, refer to pipes or hoses that are open to the atmosphere. Components such as caps or plugs usually limit these lines. Leaks can occur at the seals, especially during improper block and bleed procedures.
The methods for monitoring leaks?
LDAR technology uses portable detection instruments to quantitatively detect VOCs leakage points in production equipment of enterprises, and takes effective measures to repair them within a certain period of time, thereby controlling material leakage throughout the entire process.
The methods to monitor leaks include catalytic oxidation, flame ionization(FID) , and infrared absorption.
LDAR monitoring frequency
LDAR must be reported on an annual or semiannual basis as required by multiple governments around the world to stem the harmful environmental impact of VOC emissions.
What are some regulations and standards for LDAR?
Governments globally are implementing LDAR regulations to combat the health and environmental impacts of liquid and gas leaks. The primary targets for these regulations are VOCs and HAPs emitted from petroleum refineries and chemical manufacturing facilities.
While not exactly a set of regulations, the Method 21 document offers best practices on how to determine VOC leaks.
The document 40 CFR 60, within the Code of Federal Regulations, is a comprehensive set of standards. It includes subparts that provide leak performance compliance standards for the oil and gas, and chemical manufacturing industries, among others.
The TCEQ identifies the compliance standards to obtain permits, particularly for oil and gas companies. These permits, also known as air permits, prevent pollution and reduce industrial process emissions.

1, Isokinetic Sampling of Particulate Matter:
Place the dust sampling tube into the flue from the sampling hole, place the sampling port at the measuring point, face the airflow direction, extract a certain amount of dust gas according to the requirements of isokinetic sampling, and calculate the emission concentration and total emission of particulate matter.
Based on the static pressure detected by various sensors, the microprocessor measurement and control system of the smoke and smoke tester, dynamic pressure, calculates the flow rate and flow value of the smoke based on parameters such as temperature and humidity. The measurement and control system compares the flow rate with the flow rate detected by the flow sensor, calculates the corresponding control signal, and adjusts the pump flow rate through the control circuit to ensure that the actual sampling flow rate is equal to the set sampling flow rate. At the same time, the microprocessor automatically converts the actual sampling volume into a standard sampling volume.
2, Principles of humidity measurement:
Microprocessor controlled sensor measurement. Collect wet bulb, dry bulb surface temperature, wet bulb surface pressure, and static pressure of flue exhaust. Combined with the input atmospheric pressure, automatically detect the saturated vapor pressure Pbv at the temperature based on the wet bulb surface temperature, and calculate it according to the formula.

3, Principle of Oxygen measurement:
Place the sampling tube into the flue, extract the flue gas containing the sampling tube O, and pass it through the O2 electrochemical sensor to detect O. At the same time, convert the air excess coefficient based on the detected concentration O concentration α.
4, Principle of constant potential electrolysis method:
Put the Dust and flue gas tester into the flue, after dust removal and dehydration treatment, and the output current of the electrochemical sensor is directly proportional to the concentration of SO2. NO. NO2. CO. CO2. H2S.
Therefore, the instantaneous concentration of flue gas can be calculated by measuring the current output from the sensor.
At the same time, calculate the emissions of SO2. NO. NO2. CO. CO2. H2S based on the detected smoke emissions and other parameters.

Generally, it is necessary to measure humidity in flue gas from fixed pollution sources!
Because the concentration of pollutants in flue gas refers to the content of dry flue gas in Standard state. As an important flue gas parameter, the moisture in flue gas is a mandatory parameter in the monitoring process, and its accuracy directly affects the calculation of total emissions or pollutant concentrations.
The main methods for measuring moisture: Dry wet bulb method, Resistance capacitance method, Gravimetric method, Condensation method.
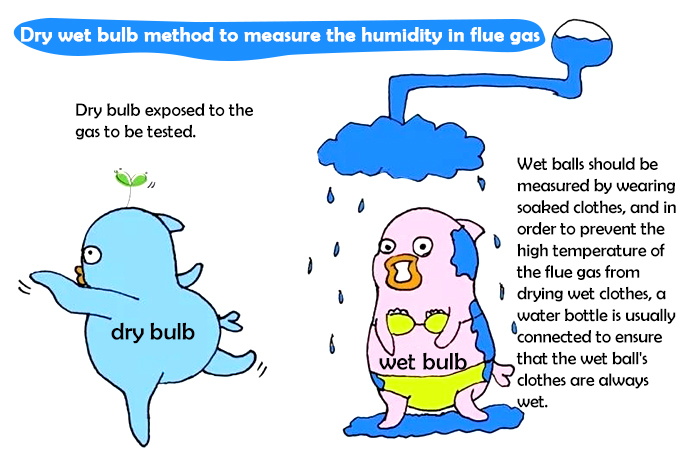
1, Dry wet bulb method.
This method is suitable for measuring the moisture in low-temperature condition!
Principle: Make the gas flow through the dry and wet bulb thermometers at a certain speed. Calculate the moisture of the exhaust according to the readings of the dry and wet bulb thermometers and the exhaust pressure at the measuring point.
By measuring and collecting the surface temperature of wet bulb and dry bulb, and through the surface pressure of wet bulb and exhaust static pressure and other parameters, the saturated steam pressure at this temperature is derived from the surface temperature of wet bulb, and combined with the input atmospheric pressure, the moisture content of flue gas is automatically calculated according to the formula.

In the equation:
Xsw----Volume percentage of moisture content in exhaust gas, %
Pbc----- Saturated steam pressure when temperature is tb (According to the tb value, it can be found from the water vapor pressure gauge when the air is saturated),Pa
tb---- Wet Bulb Temperature,℃
tc----Dry Bulb Temperature,℃
Pb-----Gas pressure passing through the surface of wet bulb thermometer,Pa
Ba-----Atmospheric Pressure,Pa
Ps-----Exhaust static pressure at the measuring point,Pa
2, Resistance capacitance method.
Humidity measurement is carried out using the characteristics of the resistance and capacitance values of humidity sensitive components changing according to a certain pattern with changes in environmental humidity.
RC method can overcome complex working conditions such as high temperature and humidity in the flue (usually≤180 ℃), achieve stable and reliable on-site measurement of the moisture in the exhaust of fixed pollution sources, and directly display the measurement results. This method has great advantages, such as sensitive measurement and no cross interference with other gases.
3, Gravimetric method:
Use the Phosphorus pentoxide absorption tube to absorb the water vapor in the gas sample, use a precision balance to weigh the mass of the water vapor, simultaneously measure the volume of gas dried through the absorption tube, and record the room temperature and atmospheric pressure at the time of measurement, then calculate the mass mixing ratio of water vapor in the gas sample according to the formula.
This method can achieve extremely high accuracy among all humidity measurement methods. However, Gravimetric method is complex in testing, requires high testing conditions, takes a long testing time, and cannot obtain monitoring data on site. The effectiveness of the data is poor, and it is usually used for precision measurement and arbitration measurement of humidity.
4, Condensation method:
Extract a certain volume of exhaust gas from the flue and pass it through the condenser. Calculate the moisture content in the exhaust gas based on the amount of water condensed and the amount of water vapor contained in the saturated gas discharged from the condenser.
Similar to the principle of the gravimetric method, the condensation method has high accuracy, but the testing process is also complex, requires high conditions, and takes a long time, so it is not commonly used.